Примеры деталей
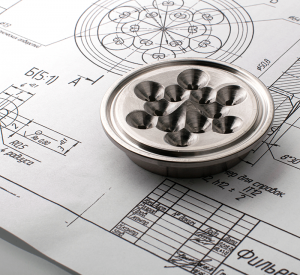
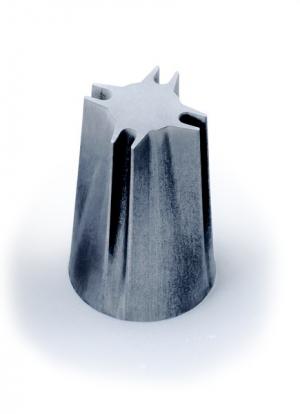
Деталь «Фильера» обработана на электроэрозионном проволочно-вырезном станке АРТА 423 ПРО

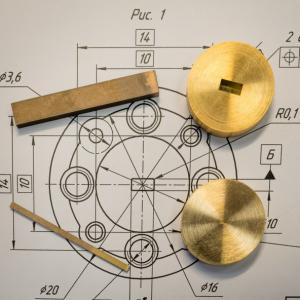
Кондуктор для сверления отверстий обработан на электроэрозионном прошивочном комплексе АРТА 1040

Электроэрозионная обработка детали "Петля" на станке АРТА 453 ПРО

Прошивная обработка тангенциальных отверстий на электроэрозионном станке АРТА 1040

3d микроэрозионное фрезерование на станке АРТА 1040. Пресс-форма для выпуска шлифовального алмазного инструмента

Матрица и пуансон. Обработка на электроэрозионном станке АРТА 454С

Матрицы вырубных штампов для часового производства станке АРТА 454 С

Электроэрозионная обработка заготовки для ножа на станке АРТА 123 ПРО

Обработка серии отверстий диаметром 0,3 мм на станке АРТА 1040

4-х осевая проволочная обработка на станке АРТА 453 ПРО

Автоматическая обработка серии отверстий в жиклерах на станке АРТА 1040
Прошивная электроэрозионная обработка с требованием обеспечения малых значений внутренних радиусов

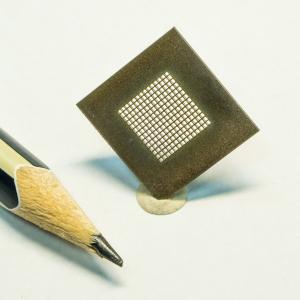
Микроэрозионная обработка на комплексе АРТА 122 НАНО

Обработка профиля лопасти из стали 14Х17Н2-Т1 на станке АРТА 453 ПРО

Комплексная электроэрозионная проволочно-вырезная обработка шестерней на станке АРТА 454 С
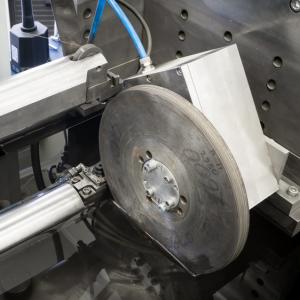
Токарно-проволочная электроэрозионная обработка на станке АРТА 423 ПРО

Токарно-проволочная электроэрозионная обработка на станке АРТА 423 ПРО

Микроэрозионная обработка на станке АРТА 152 НАНО

Электроэрозионная прошивка щелевых пазов

Обработка внутреннего зубчатого профиля на электроэрозионном проволочно-вырезном станке АРТА 453 ПРО

Анодный блок магнетрона. Обработка на станке АРТА 423 ПРО

Комбинированная обработка на электроэрозионных станках АРТА 454 С и АРТА С60

Матрицы вырубных штампов деталей часов. Проволочно-вырезная обработка на станке АРТА 454 С

Микроэрозионная проволочно-вырезная обработка на станке АРТА 454 С

Проволочно-вырезная обработка на станке АРТА 153 ПРО

Элемент пресс-формы. Обработка на станке АРТА 453 ПРО
Увеличенная фотография предыдущей детали, сделанная через объектив микроскопа. АРТА 122 НАНО

Прецизионная микро-электроэрозионная проволочно-вырезная обработка на станке АРТА 122 НАНО
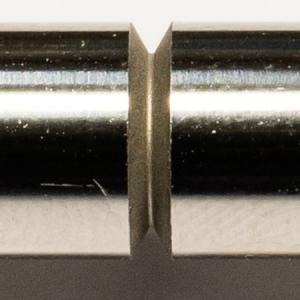
Электроэрозионная проволочно-вырезная правка на станке АРТА 423 ПРО

Шлифовальник для производства линз лазерных светодиодов на станке АРТА 454 С

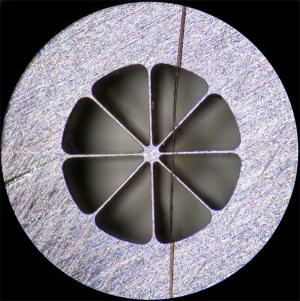
Вырезка внутреннего отверстия с 8-ю пазами (на высоте 93мм)

Изготовление матрицы вырубного штампа на станке АРТА 453 ПРО
Микроэрозионная прошивная обработка титановых пластин на станке АРТА С60

Электроэрозионная проволочно-вырезная обработка твёрдого сплава на станке АРТА 153 ПРО
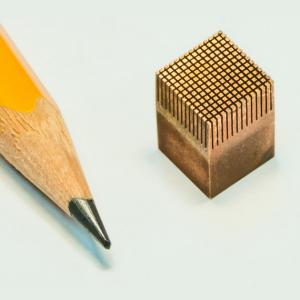
Микроэрозионная обработка на станке АРТА 123 ПРО

Электроэрозионная проволочно-вырезная 3-х координатная обработка
Электроэрозионная проволочно-вырезная 4-х координатная обработка

Электроэрозионная проволочно-вырезная 2-х координатная обработка

Электроэрозионная проволочно-вырезная 2-х координатная обработка

Электроэрозионная проволочно-вырезная 2-х координатная обработка

Электроэрозионная проволочно-вырезная 2-х координатная обработка